The pharmaceutical industry is at a pivotal crossroads, where Branded Drugs Factories & Suppliers play a crucial role in maintaining global health standards. Today, the global pharmaceutical market is valued at over $1.5 trillion, with a significant shift toward specialized medicine and biological agents. As patent landscapes evolve, the demand for high-quality, reliable, and branded pharmaceutical solutions has never been higher.
Major manufacturing hubs in Asia, particularly China, have transitioned from producing basic intermediates to becoming sophisticated partners in Custom Research & Manufacturing Services (CRAMS). Our factory stands at the center of this transformation, leveraging cutting-edge AI technology and automated production lines to meet the rigorous quality standards required by international health authorities.
Branded pharmaceutical products account for nearly 70% of the market value globally, driven by continuous innovation and R&D investment.
Strict adherence to GMP, FDA, and CE certifications is no longer optional but a baseline for global market entry.
Artificial Intelligence is now used to optimize drug delivery systems and pharmaceutical intermediate purity testing.
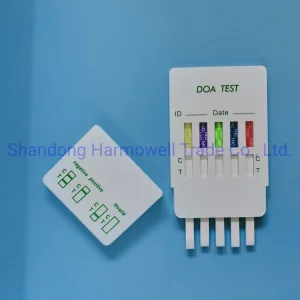
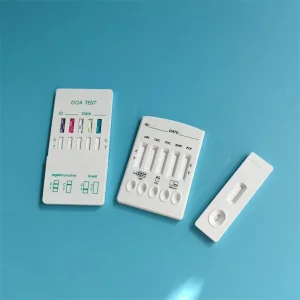
As a leading supplier, we understand the critical nature of rapid screening. Our Multi-Drug Panel Tests are designed for clinics, laboratories, and rehabilitation centers worldwide. These kits provide rapid, accurate, and stable results, essential for modern medical infrastructure.
By utilizing advanced biochemical reagents, we ensure our diagnostic tools maintain a high shelf life while delivering precision that matches clinical laboratory standards.

Procurement departments are shifting focus from mass-produced generic components to branded custom formulations. This allows healthcare providers to offer tailored treatments that improve patient outcomes. Suppliers who can provide flexible batch manufacturing are winning the largest contracts.
The "Green Pharma" initiative is influencing how factories operate. Reducing carbon footprints during the synthesis of pharmaceutical intermediates is now a key procurement criterion for Fortune 500 pharmaceutical corporations.
Real-time tracking and quality assurance through digital twins and blockchain are becoming standards. As a modern factory, we integrate industrial IoT (Internet of Things) to ensure transparency throughout the manufacturing lifecycle.
Behind every successful branded drug is a robust production line. Our industrial thermal inkjet printers are optimized for pharmaceutical environments, ensuring clear expiry date printing and serialisation—a key requirement for Anti-Counterfeiting and Brand Protection.
Integrate our technology into your existing manufacturing workflow to ensure full compliance with international serialization regulations.

Choosing Hangzhou Jeci Biochem Technology means choosing a partner with deep roots in the global pharmaceutical supply chain. Our advantages include:
Our products are utilized in diverse environments, ranging from Hospital Pharmacies in Germany needing high-purity APIs for compounding, to Public Health Departments in Brazil utilizing our rapid drug abuse tests for community safety. Even in the industrial sector, our branded packaging solutions (FIBCs and Pallets) facilitate the safe transport of bulk chemicals across the globe.
Hangzhou Jeci Biochem Technology Co., Ltd. is located in Hangzhou, Zhejiang Province. We are committed to sales of active pharmaceutical ingredients (APIs), pharmaceutical intermediates, nutritional products, and food additives, cooperative R&D, custom manufacturing, sales and service, as well as import of these kinds of materials.

In China, we have a strong collaborative R&D team, working in depth with new drug research institutes and multiple custom processing plants. We have very good domestic sales channels and have long-term relationships with domestic companies, including product applications, technology transfer, product supply, custom processing, and exclusive agents for multiple products in multiple regions. In addition, we also provide factory quality management system certification consulting services.
Internationally, we have long-term trade relations with India, Southeast Asia, South Korea, Japan and other markets, and provide products in the whole process of market and sales services. At the same time, we also provide product registration, consulting and sales channel expansion services for overseas companies in the Chinese market.
Our drugs and intermediates are widely used in the following aspects (partial):

We are able to assemble and produce larger quantities of intermediates and provide some advanced, convenient manufacturing capabilities, including batch processing and customization. For the company's main product intermediates: We can maximize our advantages, meet the requirements of most customers and complete the task within the specified time limit.